Vessel Corrosion (IIAR 6, Part 12)

Pipe and vessel corrosion has been a regular cause of ammonia releases since the invention of the vapor compression refrigeration cycle. For this reason, it is appropriate that ANSI/IIAR 6-2019 prescribe the minimum requirements for inspection, testing, and maintenance of pressure vessels.
ANSI/IIAR 6-2019 Table 10.1 requires that non-insulated pressure vessels be inspected annually for pitting and surface damage (Inspection Items A-B). For insulated vessels, the integrity of the insulation system must also be inspected annually (Inspection Item J).
Per §10.1.1.1, “Where pitting, surface damage, general corrosion, or a combination thereof, is suspected to have materially reduced the vessel wall thickness, the remaining wall thickness shall be measured using appropriate techniques.”
“Appropriate techniques” are listed in §A.10.1.1.1.2 and includes:
- Ultrasonic Testing
- Radiography
- Radiometry
- Magnetic Particle Testing
- Liquid Penetrant Testing
- Acoustic Emission
- Pulsed Eddy Current
- Visual Testing Examination
If the qualified inspector judges that vessel corrosion “has not materially reduced the vessel wall thickness beyond its permitted corrosion allowance“, the metal surface can be cleaned and painted to arrest further corrosion. If the inspector deems that the corrosion “has materially reduced the vessel wall thickness beyond its permitted corrosion allowance“, then analysis must be performed to determine if the vessel is suitable for further operation.
Manufacturers of ASME pressure vessels are required to calculate the minimum required wall thickness (Tmin) prior to vessel construction. If the value for Tmin is available, the measured thickness can be compared to Tmin to determine if the extent of material loss is acceptable. Where the value of Tmin is not available, it can be calculated using equations in the ASME B&PVC Section VIII, Division 1.
Minimum Shell Thickness
The minimum required thickness for the shell of a pressure vessel can be determined using Equation 1 in 2017 ASME Boiler & Pressure Vessel Code Section VIII, Division 1 Mandatory Appendix 1 Section 1-1:
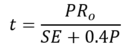
where:
t = minimum required thickness of shell (in)
P = internal design pressure (psi)
Ro = outside radius of shell (in)
S = maximum allowable stress value for material (psi)
E = joint efficiency
Minimum Head Thickness
The minimum required thickness for the thinnest point on an ellipsoidal head of a pressure vessel can be determined using Equation 1 in 2017 ASME Boiler & Pressure Vessel Code Section VIII, Division 1 Mandatory Appendix 1 Section 1-4:
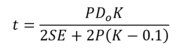
where:
P = internal design pressure (psi)
Do = outside diameter of head (in)
S = maximum allowable stress value (psi)
E = lowest efficiency of any joint in the head
K = a factor in the equations for ellipsoidal heads depending on the head proportion D/2h

where:
D/2h = ratio of the major to the minor axis of ellipsoidal heads, which equals the inside diameter of the skirt of the head divided by twice the inside height of the head. Most ellipsoidal heads are constructed with h = D/4; therefore, K = 1.0
Where Tmin is not available or cannot be calculated, §10.1.1.1.2 allows for three additional criteria for determining the suitability of a vessel for further operation
Option 1: Crevice Corrosion
For line or crevice corrosion[1], the depth of the corrosion must not exceed 25% of the original wall thickness.
Option 2: Pitting Corrosion
Where pitting corrosion has occurred, the total area of the pits must not exceed 7 in2 within any 8 in diameter circle. Additionally, the sum of the pit dimensions within any 8 in circle must not exceed 2 in. IIAR 6 makes clear that isolated pits may be disregarded if their depth is not more than 50% of required wall thickness.
Option 3: Uniform Corrosion
Where corrosion has occurred over a considerable area, the thickness may be averaged over a length, not exceeding 10 in, but the thickness at the thinnest point must not be less than 75% of the required wall thickness.
If the analysis proves that the vessel is suitable for further operation, the metal surface must be cleaned and painted to arrest further corrosion (§10.1.1.1.2.1). Where the analysis demonstrates that the vessel is not suitable for continued operation, the owner must proceed with one of the following options:
- Re-rate the pressure vessel to a lower design pressure.
- Repair the pressure vessel by an ASME “R” Stamp holder.
- Retire the pressure vessel from service (For decommissioning, See ANSI/IIAR 8).
- Replace the pressure vessel.
For insulated vessels, where the insulation system has become compromised as evident by moisture/ice buildup on the exterior of the insulation, portions of insulation must be removed as necessary to further inspect and analyze the extent of corrosion following the same steps as prescribed above.
[1] ANSI/IIAR 6-2019 §2.2. crevice corrosion: The localized attack on a metal surface at, or immediately adjacent to, the gap or crevice between two joining surfaces. The gap or crevice can be formed between two metals or a metal and nonmetallic material.
This is Part 12 of a series on IIAR 6. You can access previous blogs in this series below:
- Part 1: It’s Finally Here!
- Part 2: IIAR 6 Overview
- Part 3: Purpose, Scope, and Applicability
- Part 4: Definitions
- Part 5: Program Administration
- Part 6: Inspection, Testing, and Maintenance
- Part 7: Task Frequency
- Part 8: Record Keeping
- Part 9: Qualified Inspectors
- Part 10: The Tables!
- Part 11: Testing Compressor Safety Devices
Calibration forms do not indicate actions and levels that interlocks activate
Per ANSI/IIAR 6-2019 Section 12.1 Testing b) Expose the ammonia detector to calibration test gas and verify refrigeration equipment shuts down at specified levels. Recommend calibration technician utilizes a form that complies with standard.
Is there a required form or can i add it to the calibration form? Also, should this be annually or bi-annually?
There is no single “required form”. You are allowed to develop your own.